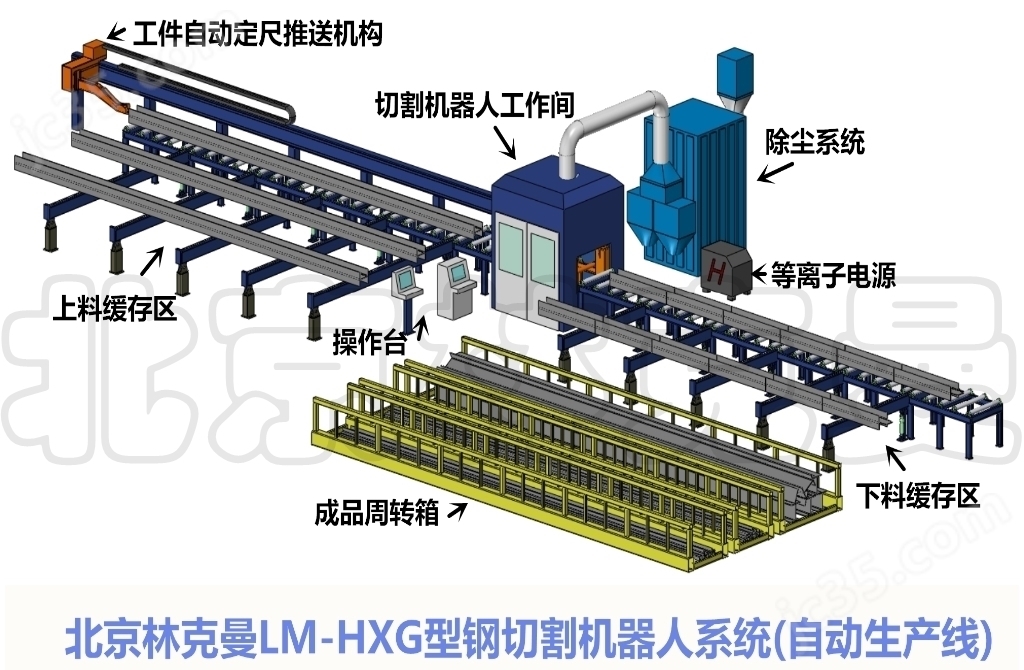
型钢切割机器人设备是现代工业中实现高效、精准切割型材的自动化装备,广泛应用于钢结构建筑、工程机械、海洋工程等领域。其核心优势在于将机械臂的灵活性与智能控制技术深度融合,显著提升生产效率与加工质量。该设备主要由多轴联动机械臂、切割系统、智能控制系统及自动上下料装置组成。机械臂采用高刚性结构设计,臂展可达1650mm,负载10kg,支持六轴或七轴联动,可灵活完成复杂空间运动;切割系统兼容火焰、等离子或激光切割技术,等离子电源可实现±45°坡口切割,切割厚度达20mm(碳钢),满足H型钢、槽钢、角钢等异形型材的加工需求;控制系统搭载工业级计算机与离线编程软件,支持DXF、STEP等多格式图纸解析,可自动匹配工件与图纸信息,无需人工调整顺序。
一、操作前准备
1.安全检查
确认设备周围无人员或障碍物;
检查急停按钮是否复位、防护门/光栅是否正常;
确保接地良好,电源电压稳定;
检查气源(如使用等离子或火焰切割)压力是否达标;
检查冷却系统(水冷/风冷)是否正常。
2.材料准备
核对型钢规格(高度、翼缘宽度、厚度)是否与程序匹配;
清理型钢表面油污、锈迹、毛刺,确保送进顺畅;
将型钢放置在上料辊道或托架上,对齐基准面。
3.耗材与工具检查
等离子切割:检查电极、喷嘴、保护罩是否完好,气体(空气/N₂/O₂等)充足;
火焰切割:检查割嘴、氧气/燃气管路是否泄漏;
激光切割(较少用于重型型钢):检查镜片清洁度、辅助气体;
检查除尘系统是否开启。
二、设备启动与初始化
开启总电源→启动控制系统(通常为工业PC+CNC控制器);
启动数控系统(如基于Windows的专用软件或嵌入式CNC界面);
回参考点(原点复位):
执行“回零”操作,使各轴(X/Y/Z/旋转轴等)归位;
确认夹紧机构、测量装置处于初始状态。
三、程序加载与参数设置
导入加工程序:
通过U盘、网络或直接在软件中绘制图形生成NC代码;
常用软件:SteelCut、ProNest、FastCAM、或厂商专用系统;
支持DXF、IGES、STEP等格式。
设置工艺参数:
切割方式(等离子/火焰/激光);
切割速度、电流、气体压力;
引入线/引出线长度、穿孔延迟;
型钢类型与尺寸(系统可能自动识别或手动输入)。
模拟运行(Dry Run):
在不点火/不起弧状态下空运行程序,检查路径是否正确;
确认夹钳避让、旋转角度、切割头运动无干涉。
四、自动切割作业
上料定位:
自动或手动将型钢送入夹持区域;
测长装置(如光电开关或编码器)自动检测长度;
夹紧机构夹紧型钢,防止切割时振动。
启动自动切割:
操作员确认安全后,按下“启动”按钮;
设备按程序自动完成:
定位→夹紧→切割头就位→穿孔→切割轮廓(端头坡口、开孔、切断等);
可实现多段切割、多角度坡口(如±45°焊接坡口)。
过程监控:
观察切割火花、声音是否正常;
注意异常报警(如断弧、碰撞、超程);
严禁在运行中进入工作区。
五、下料与清理
切割完成:
设备自动停止,夹紧松开;
成品与废料分别落入指定区域(或由下料台接住)。
清渣处理:
清除切割挂渣(尤其火焰/等离子切割);
检查切口质量(垂直度、粗糙度、坡口角度)。
关机流程:
关闭切割电源(等离子/火焰);
关闭数控系统→关闭主电源;
清理工作台、导轨、除尘系统。

 关注公众号
关注公众号 访问手机端
访问手机端